歡迎登陸河北恒翔金屬制品有限公司官網(wǎng)
Reicamp Instrument product classification
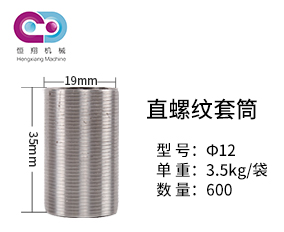
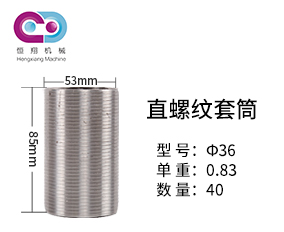
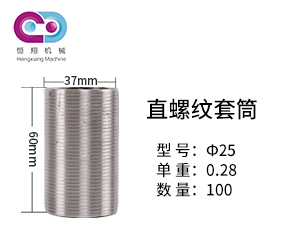
鋼筋直螺紋連接套筒又名鋼筋接頭。用以連接鋼筋并有以絲頭相對應(yīng)的螺紋的連接件。施工流程是將鋼筋端部用滾軋工藝加工成直螺紋,并用相應(yīng)的連接套筒將兩根鋼筋相互連接。
鋼筋直螺紋連接絲扣加工長度鋼筋絲頭長度為套筒長度的1/2,公差為2P (P為螺距)。
表")
鋼筋等強(qiáng)滾軋直螺紋連接(直螺紋套筒連接)是通過鋼筋端頭特制的直螺紋和直螺紋套管咬合形成整體的一種連接方式。它可根據(jù)需要制作直徑為Φ16~Φ40的鋼筋直螺紋連接套。連接套制作材料用45號優(yōu)質(zhì)碳素結(jié)構(gòu)鋼或其它經(jīng)試驗確認(rèn)符合要求的鋼材。連接套的屈服承載力和抗拉承載力不小于被連接鋼筋屈服承載力和抗拉承載力標(biāo)準(zhǔn)值的1.10倍。接頭的性能符合《鋼筋機(jī)械連接通用技術(shù)規(guī)程》JGJ-107-96A級接頭性能的規(guī)定。
傳統(tǒng)的鋼筋連接方式如搭接、焊接等連接方式,無論從連接質(zhì)量、效率還是可操作性均不能滿足建筑業(yè)迅速發(fā)展的需求。搭接的連接方式已不能用于大規(guī)格鋼筋的連接,再加上焊接有很多不足之處:如鋼材材質(zhì)不穩(wěn)定、可焊性差等情況;電源不穩(wěn)定或焊工水平較差的情況;工期緊、電容量不夠的情況;以及風(fēng)雨寒冷等氣候影響;還有防火要求高的場所的施工方案;水平鋼筋的現(xiàn)場連接的質(zhì)量和速度。焊接質(zhì)量均無法保證。鋼筋機(jī)械連接能避開上述種種困難,顯示出明顯得優(yōu)勢。
鋼筋滾軋直螺紋連接的工藝流程為:鋼筋原料→切頭→機(jī)械加工(絲頭加工)→套絲加保護(hù)套→工地連接。
鋼筋滾軋直螺紋連接技術(shù)的工藝流程中要注意以下事項:①所加工的鋼筋應(yīng)先調(diào)直后再下料,切口端面與鋼筋軸線垂直,不能有馬蹄形或撓曲。下料時,不得采用氣割下料。②加工絲扣的牙形,螺紋必須與連接套的牙形、螺距一致,有效絲扣內(nèi)的禿牙部分累計長度小于一扣周長的1/2。③已加工完成并檢驗合格的絲頭要加以保護(hù),鋼筋一端絲頭戴上保護(hù)帽,另一端擰上連接套,并按規(guī)格分類堆放整齊待用。④鋼筋連接時,鋼筋的規(guī)格和連接套的規(guī)格一致,并確保絲頭和連接套的絲扣干凈、無損。
鋼筋等強(qiáng)滾軋直螺紋連接技術(shù)的優(yōu)點(diǎn):①接頭強(qiáng)度高:根據(jù)鋼材冷作硬化的原理,鋼筋上滾軋出的直螺紋強(qiáng)度大幅提高,從而使直螺紋接頭的抗拉強(qiáng)度高于鋼筋母材的抗拉強(qiáng)度;等強(qiáng)級接頭,100%發(fā)揮鋼筋強(qiáng)度,能達(dá)到《鋼筋機(jī)械連接通用技術(shù)規(guī)程》(JGJ-107-96)中A級接頭標(biāo)準(zhǔn)。②連接速度快:套筒短,螺紋扣數(shù)少,使用方便;因為采用場外預(yù)制,現(xiàn)場裝配連接的方式進(jìn)行,所以,預(yù)制好絲頭的鋼筋可以在鋼筋堆放場大量預(yù)制儲備;連接時將套筒套在鋼筋上用普通扳手?jǐn)Q緊即可,大大降低勞動強(qiáng)度.
專業(yè)生產(chǎn)直螺紋鋼筋套筒、冷擠壓套筒、鋼筋灌漿套筒、正反絲套頭筒、變徑套筒、墩粗套筒頭及鋼筋剝肋滾/車絲機(jī)、全自動冷擠壓機(jī)、墩粗機(jī)等設(shè)備,河北恒翔從研制、設(shè)計、生產(chǎn)、銷售全流程跟蹤,以優(yōu)質(zhì)的服務(wù),低廉的價格,為客戶提供可靠的產(chǎn)品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業(yè)園區(qū)
電 話:18632802355
電子郵箱:460207955@qq.com
備案號:冀ICP備19031964號-1
全國服務(wù)熱線

掃一掃添加微信