歡迎登陸河北恒翔金屬制品有限公司官網(wǎng)
Reicamp Instrument product classification
鋼筋冷擠壓連接操作工藝:
1、工藝流程
鋼筋冷擠壓連接與鋼筋試套→鋼筋端頭壓接標(biāo)志→套筒裝配、擠壓一端→連接擠壓另一端

2、施工操作工藝
2.1擠壓連接前應(yīng)清除鋼筋套筒和鋼筋被擠壓部位的鐵銹和泥土雜質(zhì);同時(shí)將鋼筋與鋼筋套筒進(jìn)行試套,如鋼筋有馬蹄彎折或鼓脹套不上時(shí),用手動(dòng)砂輪修磨矯正。
2.2鋼筋應(yīng)按標(biāo)記插入鋼筋套筒內(nèi),并確保接頭長(zhǎng)度,同時(shí)連接鋼筋與鋼筋套筒的軸心應(yīng)保持同一軸線,以防止壓空、偏心和彎折。
2.3擠壓時(shí),擠壓機(jī)的壓接應(yīng)垂直于被壓鋼筋的橫肋,同時(shí)擠壓應(yīng)從鋼筋套筒中央逐道向端部壓接。
2.4為加快壓接速度,減少現(xiàn)場(chǎng)高空作業(yè),可先在地面壓接半個(gè)壓接接頭,在施工作業(yè)區(qū)把鋼筋套筒另一段插入預(yù)留鋼筋,按工藝要求擠壓另一端。
2.5鋼筋冷擠壓連接連接工藝
先裝好高壓油管和鋼筋配用限位器、套管壓模,并在壓模內(nèi)涂潤(rùn)滑油,再按手控上開關(guān),使套筒對(duì)正壓模內(nèi)孔,再按關(guān)閉開關(guān),插入鋼筋頂?shù)较尬黄魃戏稣辉侔词挚厣祥_關(guān),進(jìn)行擠壓;當(dāng)聽到液壓油發(fā)出溢流聲,再按手控下開關(guān),退回柱塞,取下壓模,取出半套管接頭,即完成半接頭的擠壓作業(yè)。
2.6連接鋼筋擠壓工藝
先將半套管插入結(jié)構(gòu)待連接的鋼筋上,使擠壓機(jī)就位,再放置與鋼筋配用的壓模和墊塊;然后按下手控上開關(guān),進(jìn)行擠壓,同樣當(dāng)聽到液壓油發(fā)出溢流聲,按下手控下開關(guān);再退回柱塞及導(dǎo)向板,裝上墊塊;按下手控上開關(guān),進(jìn)行擠壓;按下手控下開關(guān),退回柱塞再加墊塊;然后再按手控上開關(guān),進(jìn)行擠壓,再按手控下開關(guān)退回柱塞;后取下墊塊、壓模,卸下擠壓機(jī),鋼筋連接即告完成。
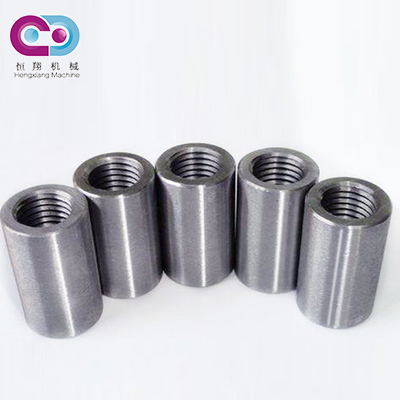
專業(yè)生產(chǎn)直螺紋鋼筋套筒、冷擠壓套筒、鋼筋灌漿套筒、正反絲套頭筒、變徑套筒、墩粗套筒頭及鋼筋剝肋滾/車絲機(jī)、全自動(dòng)冷擠壓機(jī)、墩粗機(jī)等設(shè)備,河北恒翔從研制、設(shè)計(jì)、生產(chǎn)、銷售全流程跟蹤,以優(yōu)質(zhì)的服務(wù),低廉的價(jià)格,為客戶提供可靠的產(chǎn)品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業(yè)園區(qū)
電 話:18632802355
電子郵箱:460207955@qq.com
備案號(hào):冀ICP備19031964號(hào)-1
全國(guó)服務(wù)熱線

掃一掃添加微信